全国咨询热线
186-7652-6988
欢迎光临华体会体育官方网站官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.darkwebsiteses.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
首先贴膜不能直接贴在铬化层上,否则会影响膜的附着力;其次,贴膜后要及时喷涂不能停放时间过长,否则容易导致贴膜脱落,严重时还要重新贴膜;再次是撕膜时要控制流平时间,不能贴膜后马上撕膜,这样会对产品质量带来一定的影响;两种颜色的喷涂顺序要根据具体情况确定,既要考虑到两次固化,又要考虑到遮盖效果。

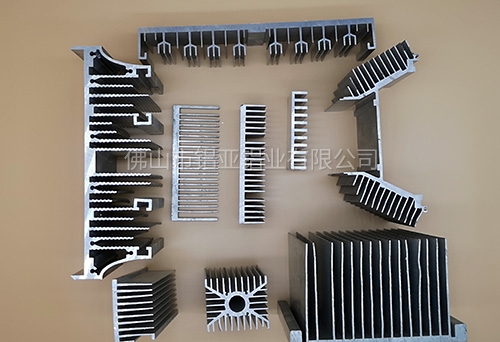
铝型材被挤压成型是在封闭的挤压筒里进行的,而它的变形是在高静水压力下完成的,所以就产生了铝型材的基本特性。铝型材的很多特性都是由于挤压过程中的应力应变状态,金属流动以及原材料的质量等等铸就的。当然,生产能力和生产效率也是两大重要原因。铝型材挤压的优点有很多。

铸锭:要主包括配料、熔炼、铸造、均热等主要工序,形成一定化学成分和外形尺寸的铸锭。配制好的原材料,在煤气炉或电炉中熔炼。熔炼后的熔体经过静置炉、流槽、流盘、过滤器直到结晶器内,再经水冷,形成一定形状的铸锭。
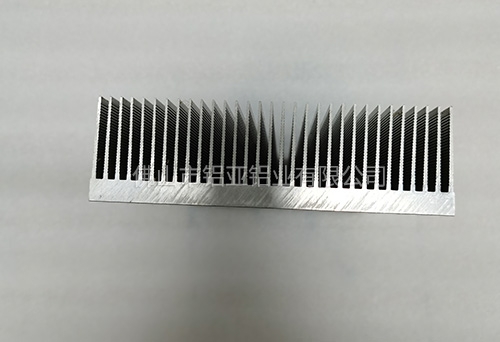
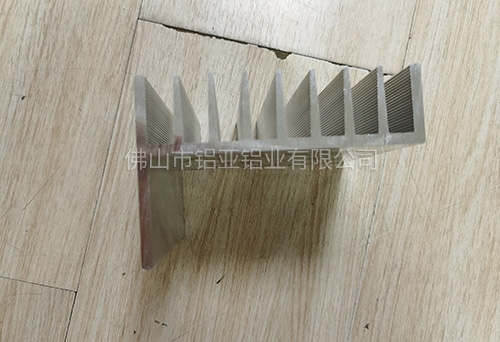
挤压:挤压成型是在铸锭加热、挤压、冷却、张力矫直、锯切等工序构成的一条自动生产线上进行。生产线上的设备,包括感应加热炉、挤压机、出炉台、出料运输机、散热器铝型材提升移送装置、冷床、张力矫直机、贮料台、牵引机、锯床等。铸锭的加热温度一般控制在400℃~520℃,温度过高或过低都将直接影响挤压成型。挤压机一般采用单动油压机,其吨位在1200吨~2500吨之间。挤压机的挤压筒直径大小,随挤压机吨位大小变动,挤压机吨位大,挤压筒直径也大。

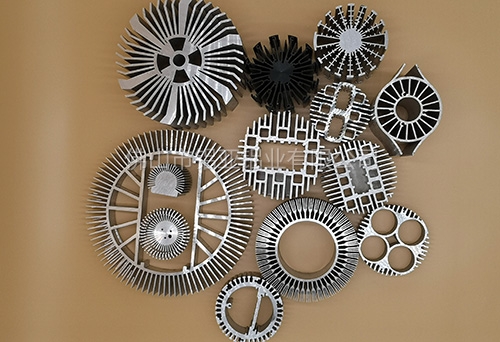
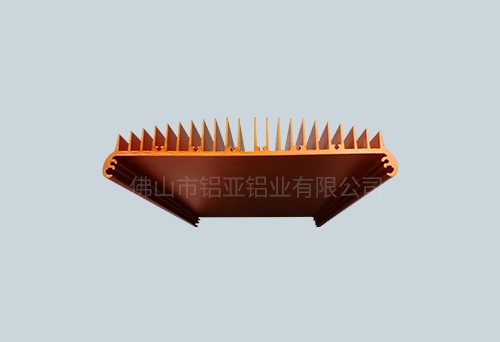
热处理:通过不同的淬火和时效制度,使散热器铝型材得到应有的力学性能。表面处理:表面处理可增强型材外表美观程度,并延长散热器铝型材的使用寿命。散热器铝型材的表面处理,也可进行着色处理,可经自然氧化着色法、电解着色法和浸渍着色法获得。
以上就是我们所说的散热器铝型材常见加工方法,如果您想了解关于散热器铝型材的更多知识,欢迎登陆我们的官方网站去学习和查询,希望能对大家有所帮助。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)