全国咨询热线
186-7652-6988
欢迎光临华体会体育官方网站官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.darkwebsiteses.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
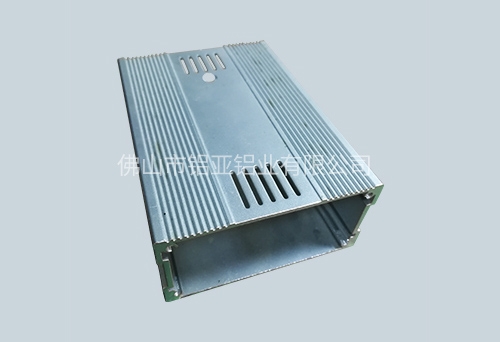
我们知道工业铝型材是铝棒经过模具挤压成型的,这个原理有点像面条机做面条。挤压这种工序跟其他的加工工序比起来精度要稍微差一些,因为有很多不确定因素,铝型材拉出的牵引力,调直的力度,还有模具的精准度等等都有影响。
虽然有这些不确定因素,挤压铝型材还是有国家标准的工业型材的标准是GB/T6892-2015,建筑铝型材的标准是GB/T5273-2016。这些标准里又分为了普通级、高精级和超高精级几种。有色生产的 工业铝型材一般都是按照高精级的标准,但是内控标准是远超高精级的。

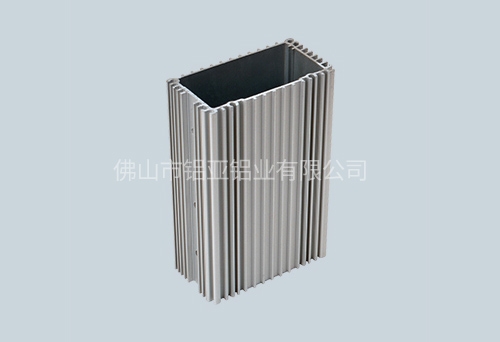
它的内圆公差只有5丝,这是挤压型材无论如何也不能达到的精度。只能做到±0.3mm,那怎么办呢?其实这样的情况内圆可以走负公差,生产出来以后再加工中心上铣一刀就可以了。因为深加工设备一般精度都比较高,可以达到这样的精度标准。
可能有人注意到上面的圆孔,其实那么小的圆孔是挤不出来的,需要后期打孔。还有一个办法就是在内圆开60度角,就是让孔不成封闭的状态。
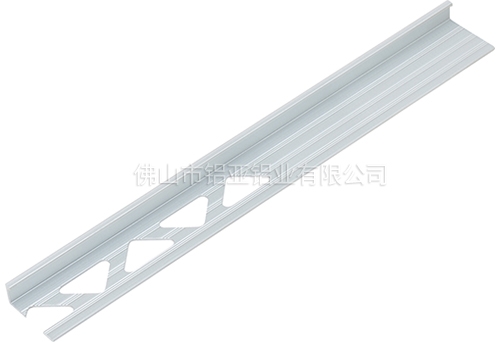
好了, 工业铝型材的挤压精度锯介绍这么多,有兴趣的朋友可以查一下GB/T6852-2015的标准。铝型材挤压制品的变形和组织不均匀性必然相应地引起力学性能不均匀性;一般来说,实心制品的心部和前端的强度(σb、σs)低,伸长率高,而外层和后端的强度高,伸长率低。

但对于挤压铝型材、软铝合金型材来说,由于铝型材挤压温度较低,铝型材挤压速度较快,挤压过程中可能产生温升,同时铝型材挤压过程中所产生的位错和亚结构较少,因而挤压铝型材力学性能不均匀性特点有可能与上述情况相反。
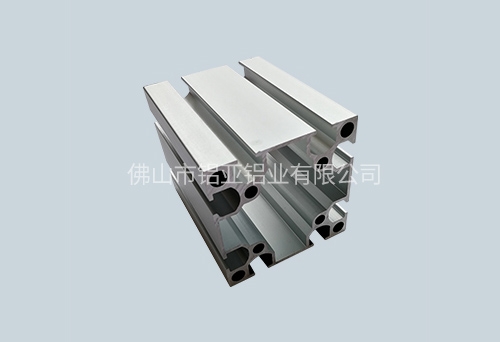
铝型材挤压制品力学性能的不均匀性也表现在制品的纵向和横向性能差异上(即各向异性);一般认为,铝型材制品的纵向与横向力学性能不均匀,主要是由于受变形组织结构的影响,但还有其他方面的原因;如挤压后的铝型材制品晶粒被拉长,存在于晶粒间金属化合物沿挤压方向被拉长,铝型材挤压时气泡沿晶界析出等。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)